Det er mulig at en metallbearbeidingsspesialist må bore i P18 høyhastighetsstål. For å gjøre dette trenger du en drill hvis egenskaper må overstige materialet som behandles.
Quick cutter P18 er et verktøystål som brukes til produksjon av freser, bor, freser, rømmer, brosjer etc. De kan brukes til å bearbeide konstruksjonsstål med en styrke på opptil 1 tusen MPa.
Materialer og verktøy som brukes
For vårt praktiske eksperiment trenger vi:
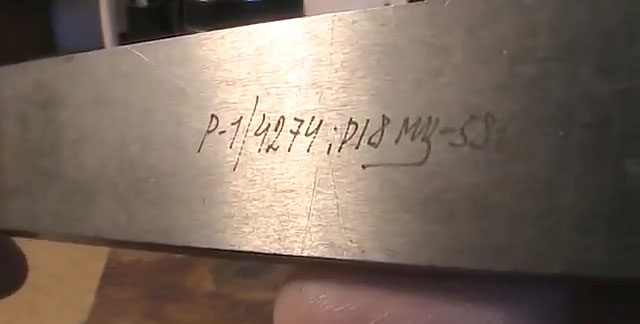
- Avtakbart dreieverktøy laget av P18 stål, produsert tilbake i 1958.
- Ikke et nytt fjærbor med en diameter på 5 mm for keramikk og glass.
- Bordboremaskin med justerbar spindelhastighet.
- Smergelmaskin for slipeverktøy.
- Skyvelære.
- Grov fil for metall.
- Et stykke firkantet stang laget av P18 stål.
- Kutter laget av stål R6M5.

Testprosess
For eksperimentet bestemte vi oss for et skjæreverktøy laget av P18-stål, som ble produsert under Sovjetunionen, som er en pålitelig garanti for dens høye kvalitet. Dette er et ganske slitesterkt materiale.I tillegg til å dreie kuttere, lages forskjellige verktøy av det, som brukes til å behandle konstruksjonsstål og andre metaller.
Testverktøyet var en 5 mm diameter brukt spissbor laget i Kina, som ofte brukes på metall, keramikk, glass og stein.

For å gjenopprette skjæregenskapene til denne boren, vil vi korrigere den litt på en mekanisk drevet slipeskive.


Vi setter boret inn i chucken på benketoppboremaskinen og klemmer den fast med en nøkkel.
For referanse, bruk en skyvelære for å måle tykkelsen på skjæredelen av skjæreverktøyet. Det viste seg å være lik 3,5 mm.

Vi sørger for at spindelens vertikale slag er tilstrekkelig til å utføre gjennom boring av kutteren. For å gjøre dette må du sørge for at enden av boret når basens plan og at det fortsatt er en viss kraftreserve.
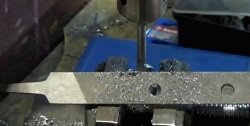
Vi begynner å bore, og slipper trykket på verktøyet fra tid til annen. Dette er nødvendig for i det minste delvis å avkjøle det og rense det fra spon og metallpartikler dannet under boring.

I det øyeblikket toppen av verktøyet kommer ut fra motsatt side, stopper vi prosessen og snur kutteren til den andre siden. Vi plasserer boret på merket og fullfører prosessen.

Det gjennomgående hullet i området til skjæredelen av skjæreverktøyet laget av P18 stål er klart! Vi brukte ikke mer enn 2-3 minutter på dette, uten å anstrenge oss mye, uten komplikasjoner, og med kun én sliping av boret.
En grov håndfil for metall er selvfølgelig ikke egnet for bearbeiding av P18-stål, med mindre den kan brukes til å fjerne grader som dannes under boreprosessen.

For å sjekke resultatene som er oppnådd, tar vi en firkantet stang laget av P18 stål, borer den og sørger for at prosessprosessen og resultatene forblir de samme, ikke forskjellig fra første gang.
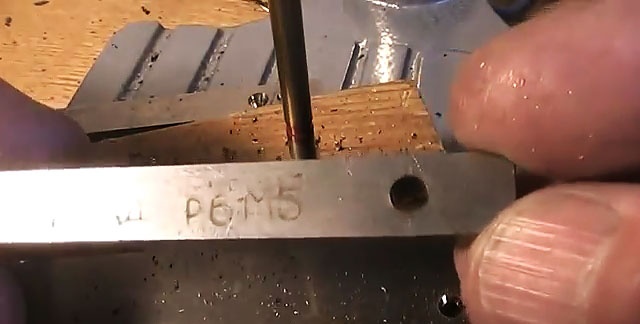
La oss prøve å bruke samme drill uten å slipe på nytt for å bore en firkant, eller enda bedre, en kutter laget av høyhastighetsstål R6M5, som har høyere skjæreegenskaper enn verktøy laget av stål R18, spesielt når det gjelder tillatt driftstemperatur. Og boret takler dette materialet godt.
Overraskende nok borer en vanlig billig kinesisk 5-mm spissbor, som først og fremst er designet for å jobbe med keramikk og glass, ikke bare høyhastighetsverktøystål P18, men også mer holdbar P6M5.
Endelige konklusjoner
Vi tror at med en litt større investering av tid og krefter, kan det samme resultatet oppnås ved bruk av en drill laget av samme P18 stål. Dessuten, å velge den optimale hastigheten, som klart bør være lavere.
Periodisk smøring av boret vil også lette prosessen, noe som vil lette bedre metallbearbeiding og noe avkjøle verktøyet under boring. Det kan være nødvendig med flere skjerpinger.
Selvfølgelig er det ikke vanskelig å lage ett hull. Det er ikke behov for spesiell skrupuløshet; det viktigste er å ha nok utholdenhet og tålmodighet. Men når det er nødvendig å bore minst et dusin hull i denne hurtigkutteren, vil alle manglene med skjerping, boremodus, mangel på smøring og kjøling av verktøyet spille en avgjørende rolle.